






We only source raw materials from certified suppliers with quality certificates to prove their authenticity. Immediately they arrive, they are inspected to confirm their reliability as any piece with an atom of irregularity is returned. Quality inspection records are kept for all raw materials.

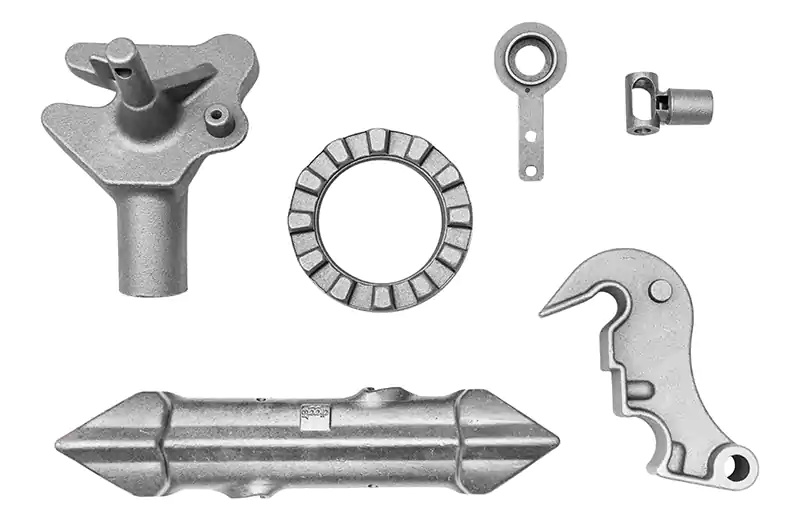
All surface defects, including scales, cracks, air holes, shrinkage cavities, sand holes, etc are checked for. Our quality control experts conduct 100% inspection before shipping to clients. In doing this, they pick out castings with defects.

We have Oxford spectrometers that can analyze the chemical components of metal alloys. Before the molten metal is poured into the mold, a portion of it is tested to ensure proper chemical composition.

To guarantee that the properties of the investment cast part are intact, various mechanical tests, such as hardness testing, tensile testing, and load testing are carried out. This is done to check for the performance and durability of the casted part.